We started the day with a quick hike up Bamforth.. We didnt have time to go to the window because I had a meetign I had to get to.. It was a beutiful, frosty day !




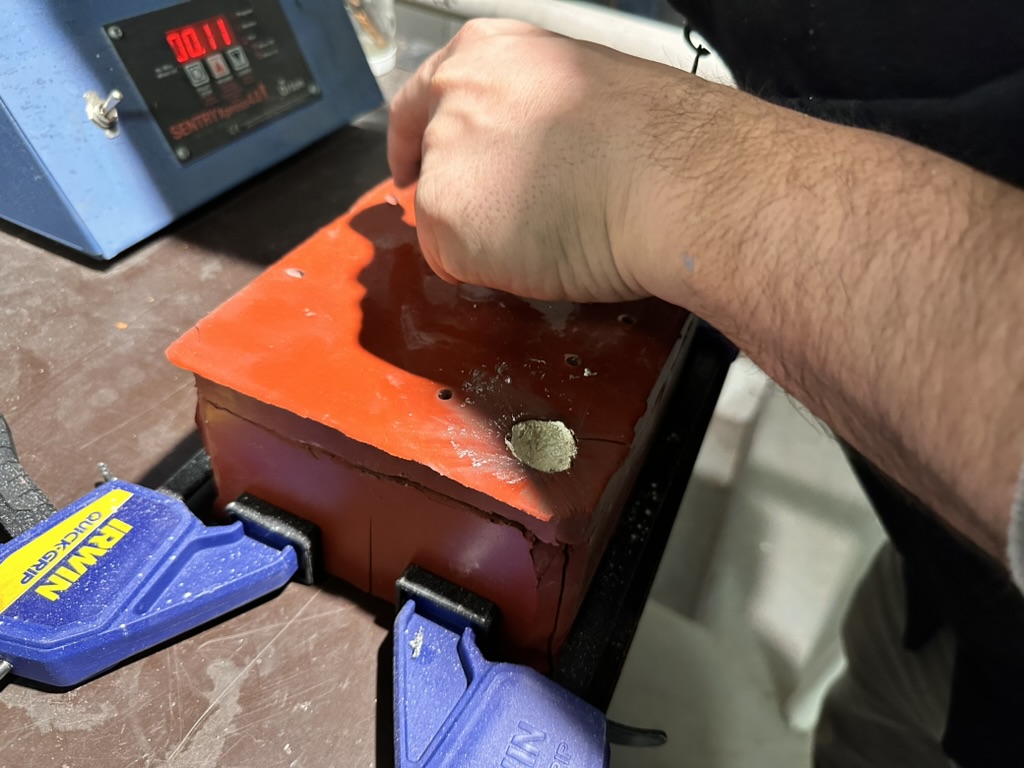
After work, DIane, Rebar and I met up at Elliott’s shop to do our first round of casting. Elliott had been working on the molde we made the other day.
First step was to assemble the two sides of the mold “we’d “made.. I say “we’d made” because elliott had made most of it to include the filling sprue holes and vents. He’d also used low sulfer clay to smooth out the cavity. We actually had 2 moleds.. one of a stylized Alia airplane which Ben had 3d printed for me.. and one was a samstone


Next we waited for the pewter to melt.. Elliott gae it a little torch assist. The melting point of this lead-free pewter is about 500 degrees fahrenheit.
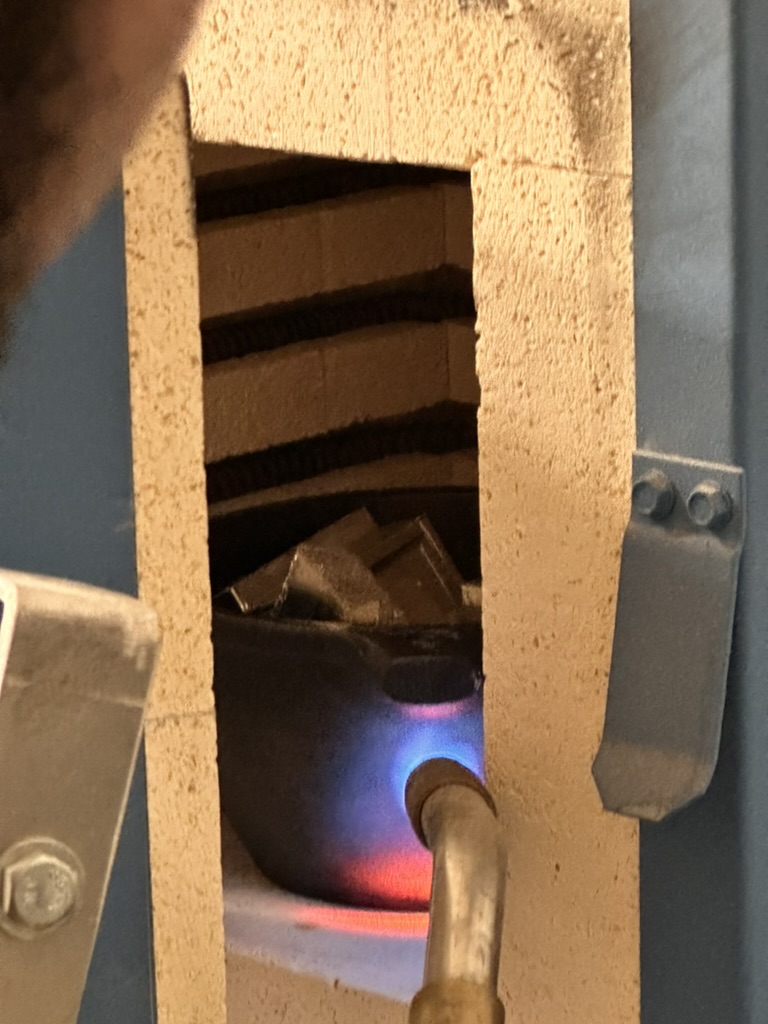

Then it was time to pour the hot metal. I believe the crucible held about 6 lbs of the molten metal. My job was to pour it in the mols as quickly and safely as possible. I poured both molds. The speed is necessary to make sure the metal; spreads evenly through the mold Liquid metal is sooooo beautiful !

Voila.. the molds filled well (I thought)



Then it was time for the metal to cool. In about 30 minutes the mold was still hot.. but not too hot to handle. We pulled the molds apart. The alia mold was hard to get out because of the complicated pattern of sprues we needed to fill in the ssmall parts. It took some muscle and some cutting to be able to free the cast of the plane. Elliott is a master of this stuff..




FInally the plane was free. Pretty good !.. THere was one part of the tail that didnt get filled.. but we have plenty of metal.. and anything thats not great we can re-melt !



The samstone came out perfectly.. It actually had a golden cast due to the baby powder we used a releasing agent.




THis was a great first try .. and so much fun. Huge thanks to Elliott for teaching us about casting. He’s such a wonderful guy.. its really an honor to get to work with him !
Nite all, nite sam
-me